

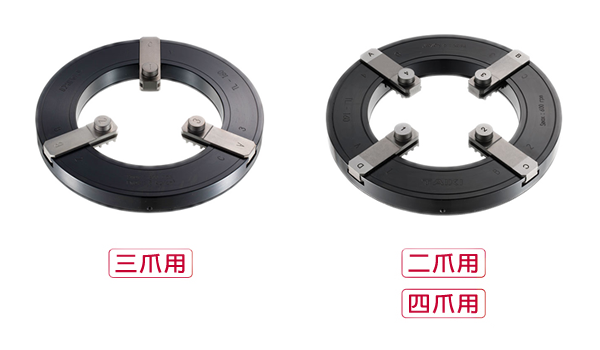
微調成型圈
JAWS BORING RING (TL-TYPE)
尺寸圖 Drawing
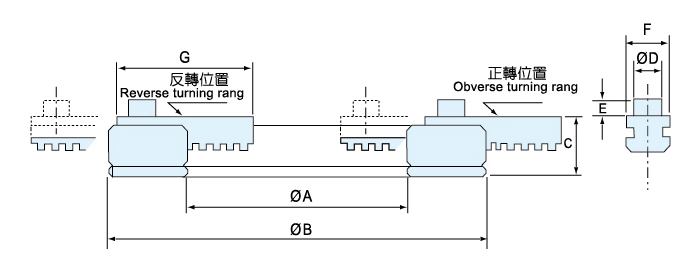
尺寸表 Dimensions
單位/UNIT: mm
| 型式 | A | B | C | D | E | F | G | 爪行程 (旋轉一圈) |
每爪負載能力 kgf |
最大轉數 r.p.m. |
重量 kg |
適用夾頭 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TL-100 | 100 | 170 | 27 | 13 | 7.5 | 19 | 61 | 7.3 | 1500 | 800 | 2.5 | 06" |
| TL-125 | 125 | 200 | 27 | 16 | 7.5 | 19 | 61 | 7.3 | 1500 | 700 | 3 | 08" |
| TL-160 | 160 | 248 | 30 | 18 | 9 | 24 | 80 | 8.5 | 1750 | 600 | 5.5 | 10" |
■ 材質: 紅十字 (SCM440)
使用注意事項
請勿在安全門未關閉時執行作業。
調降主軸轉速,
請勿超過規範速度。
調低夾頭壓力,
最高 max. 8 kg/cm2。
安全使用範圍
尺寸表 Dimensions
單位/UNIT: mm
| 型式 | D min. 最小範圍 |
D max. 最大範圍 |
備註 |
|---|---|---|---|
| TL-100 | 60 | 210 | |
| TL-125 | 90 | 235 | |
| TL-160 | 105 | 305 |
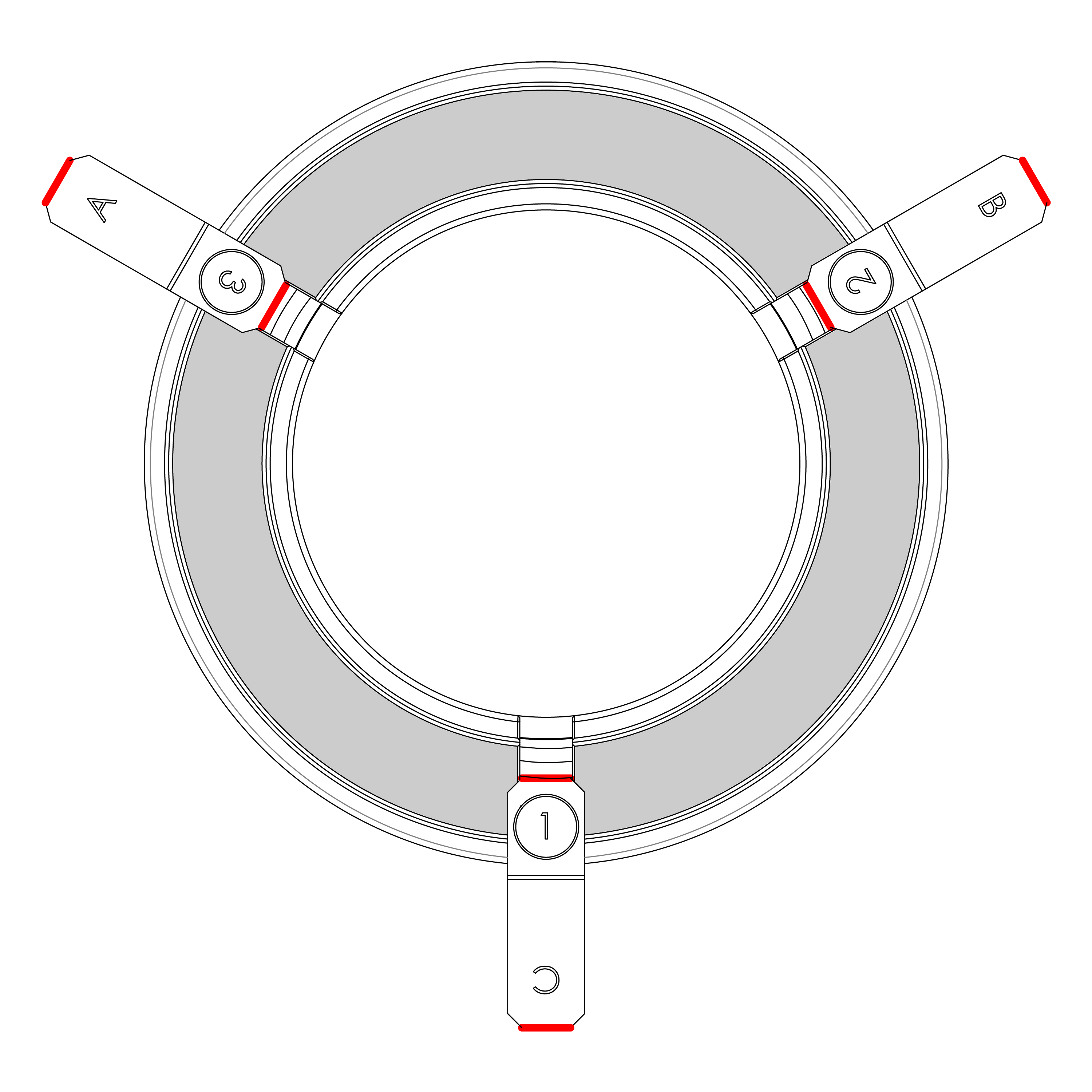
主爪 正向安裝
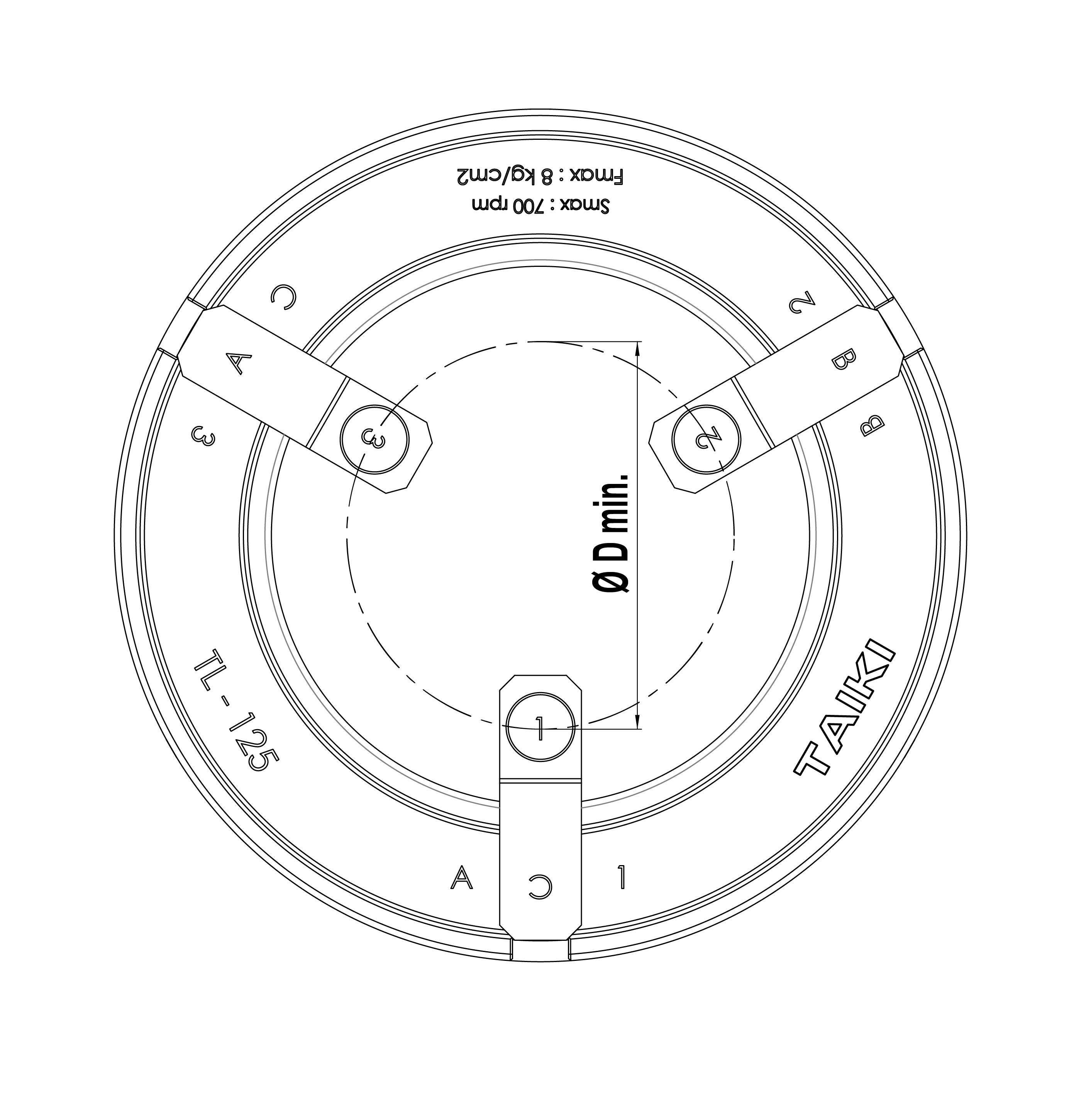
主爪依 1 2 3 順序,
安裝於對應溝槽,旋轉牙盤帶入。
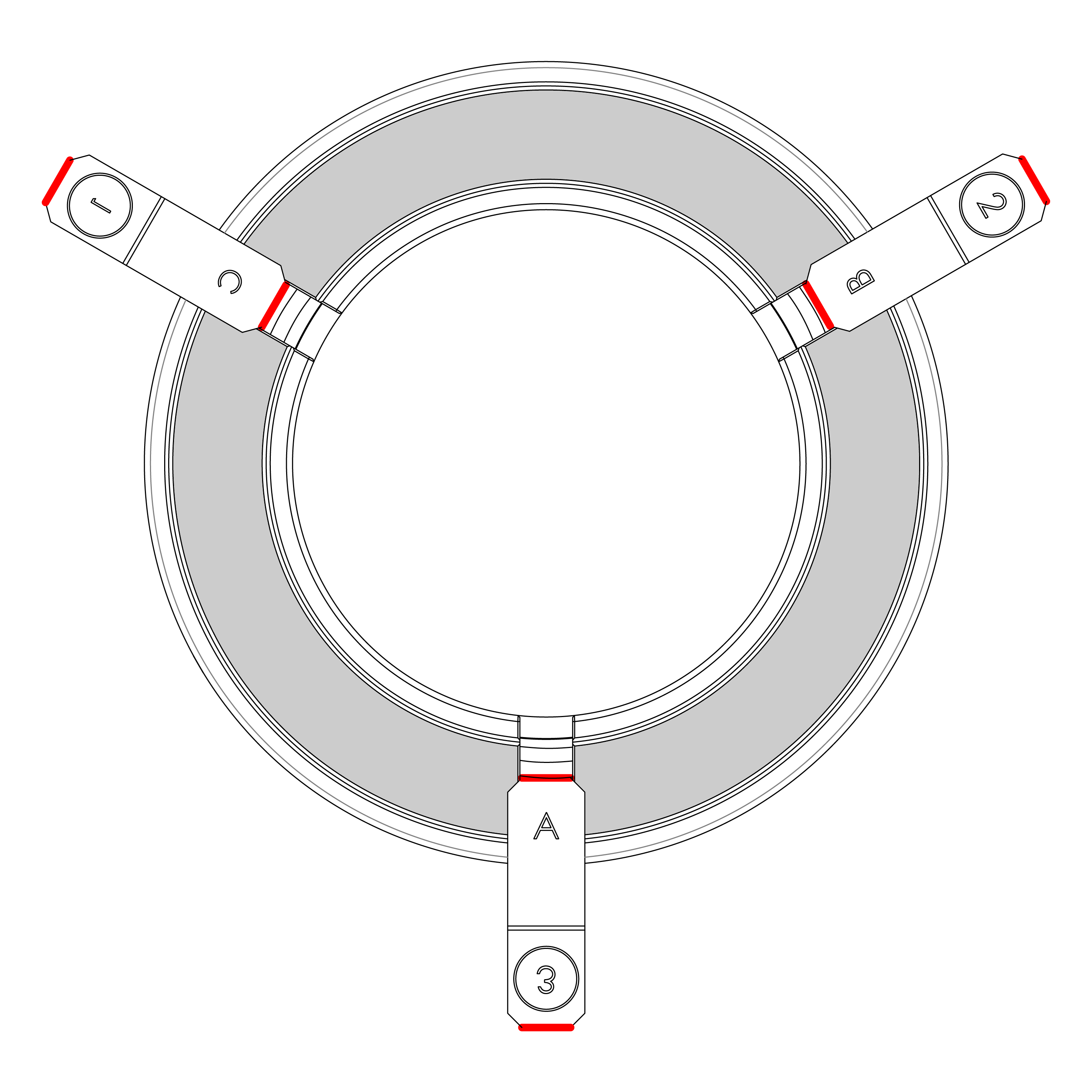
主爪 反向安裝
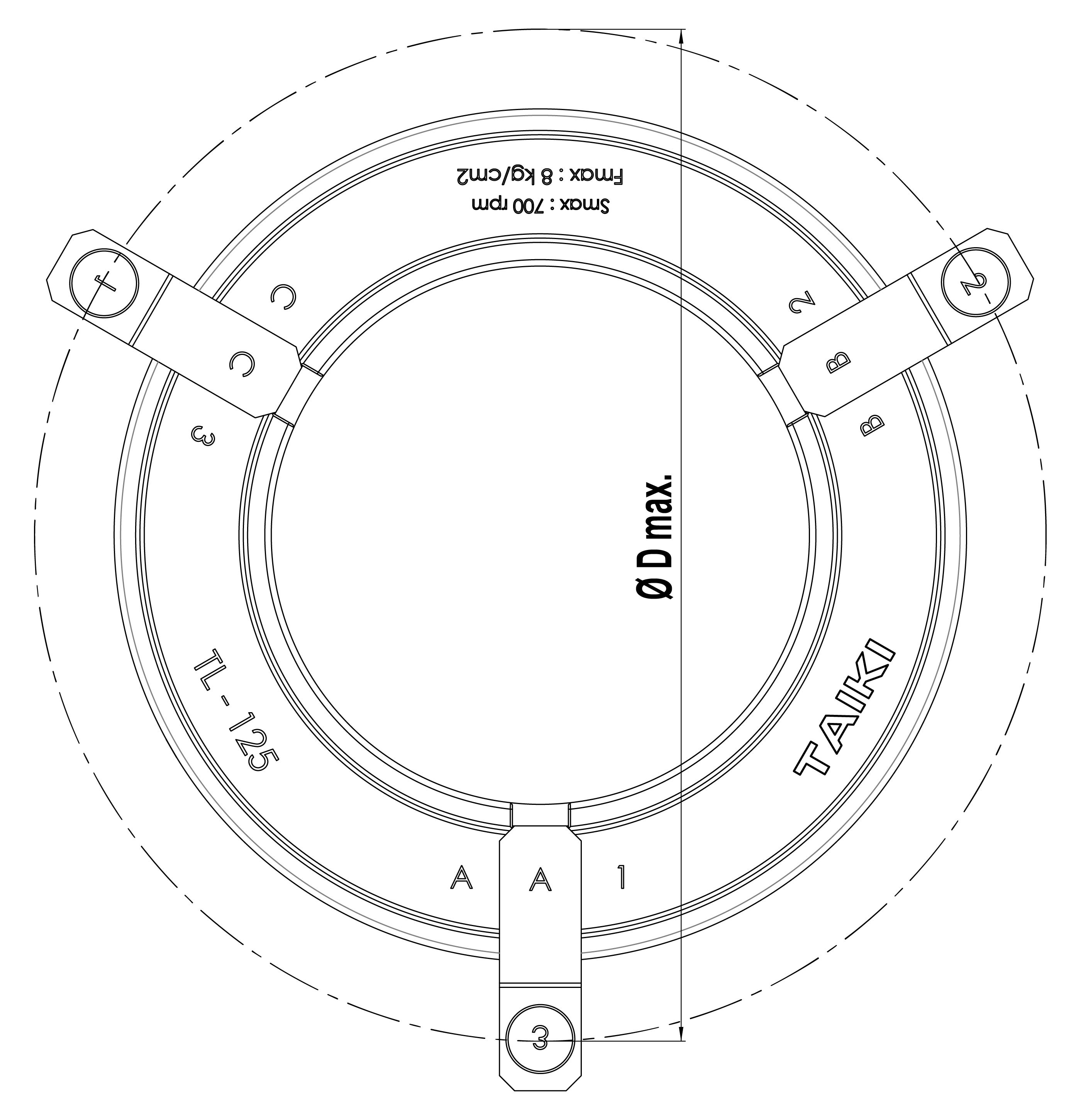
主爪依 A B C 順序,
安裝於對應溝槽,旋轉牙盤帶入。
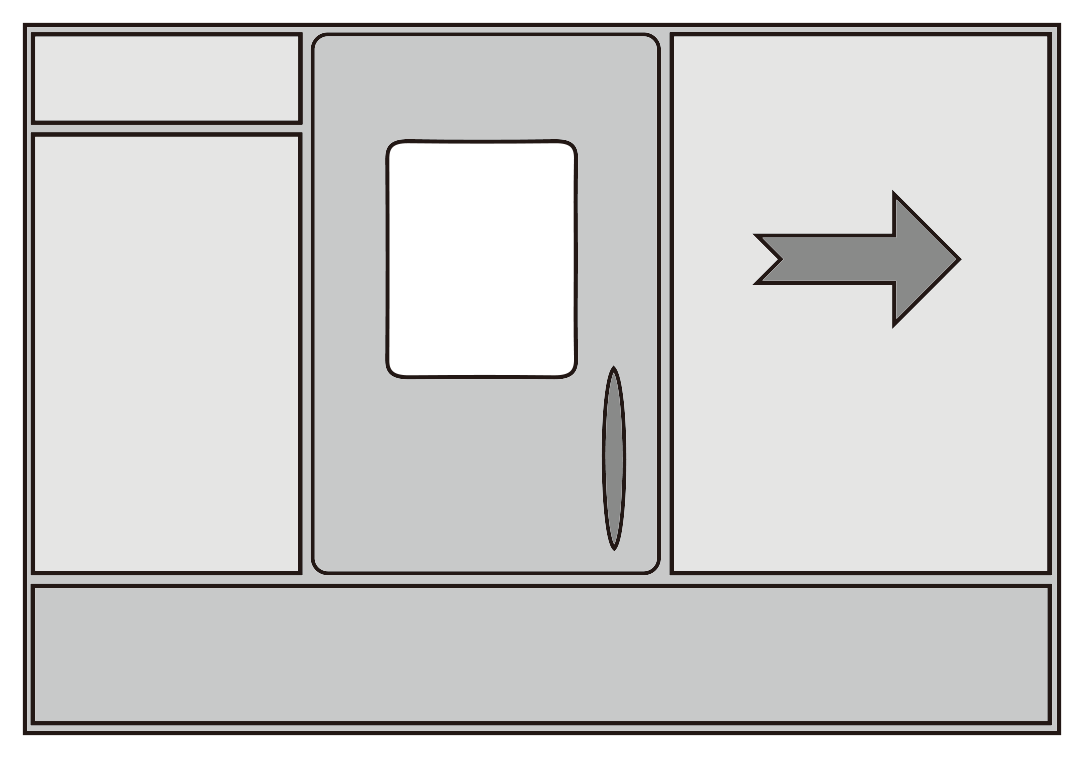
注意 主爪 位置
使用 微調成型圈 時,應避免 主爪兩端 置於灰色區域內。
主爪 與 牙盤 咬合不足,影響工作安全。
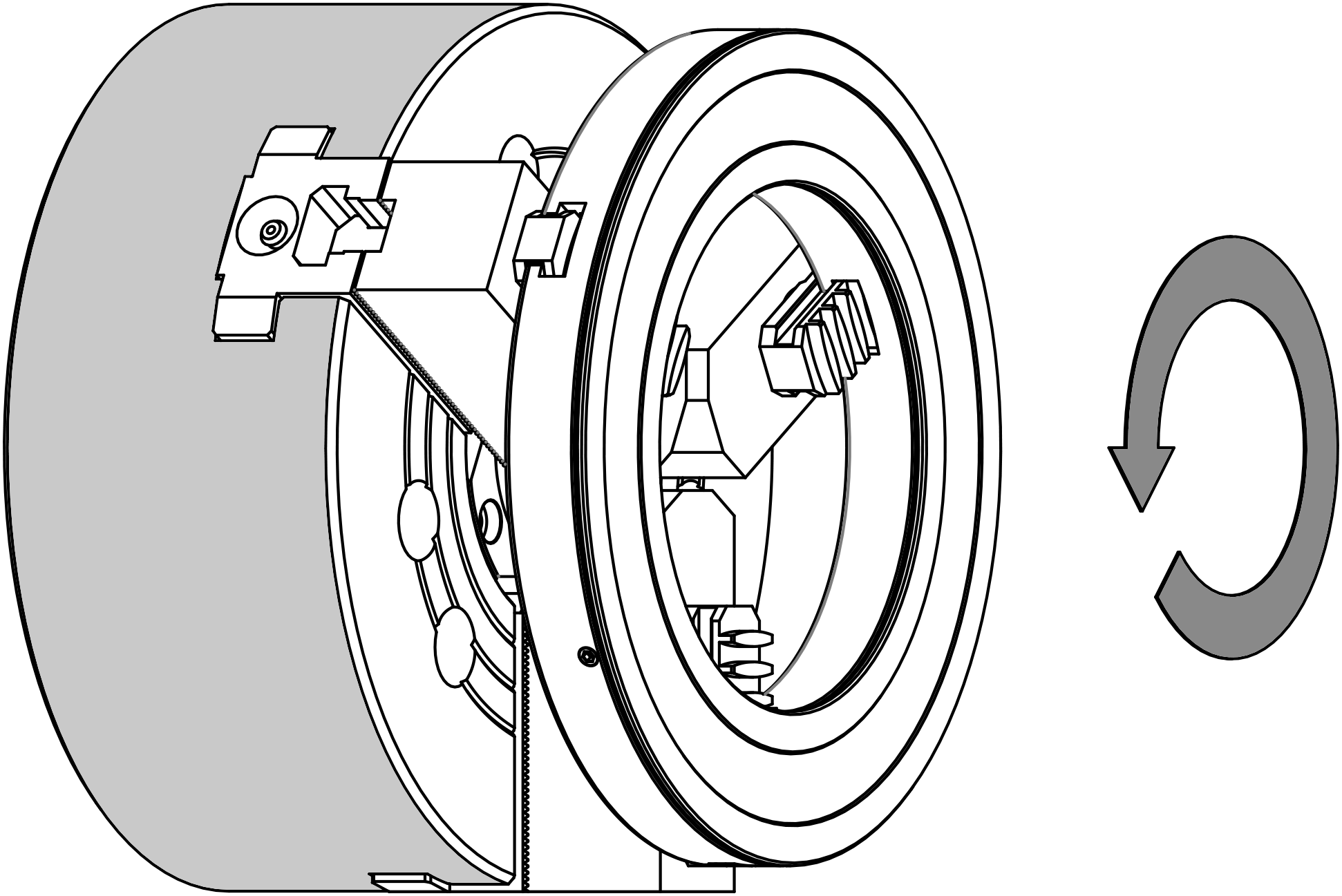
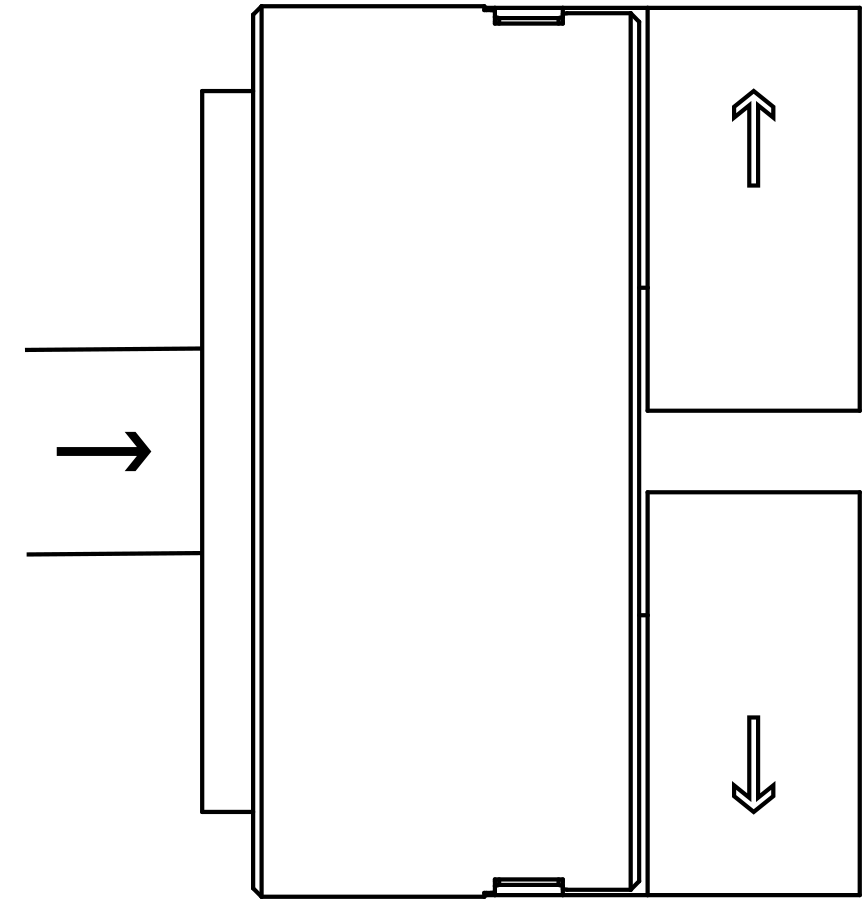
使用方法
1

微調成型圈,各部件名稱。
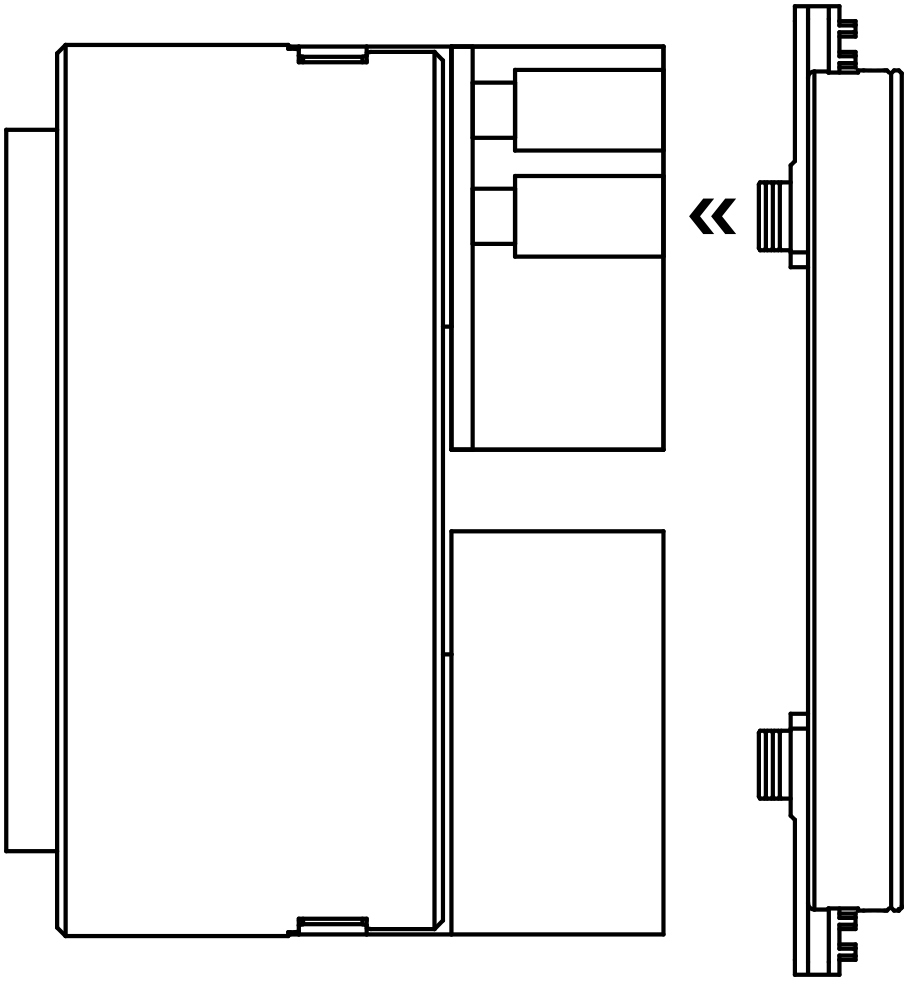
2
a. 操作切換閥把夾頭底爪打開到最大。
b. 安裝軟爪於適當位置。
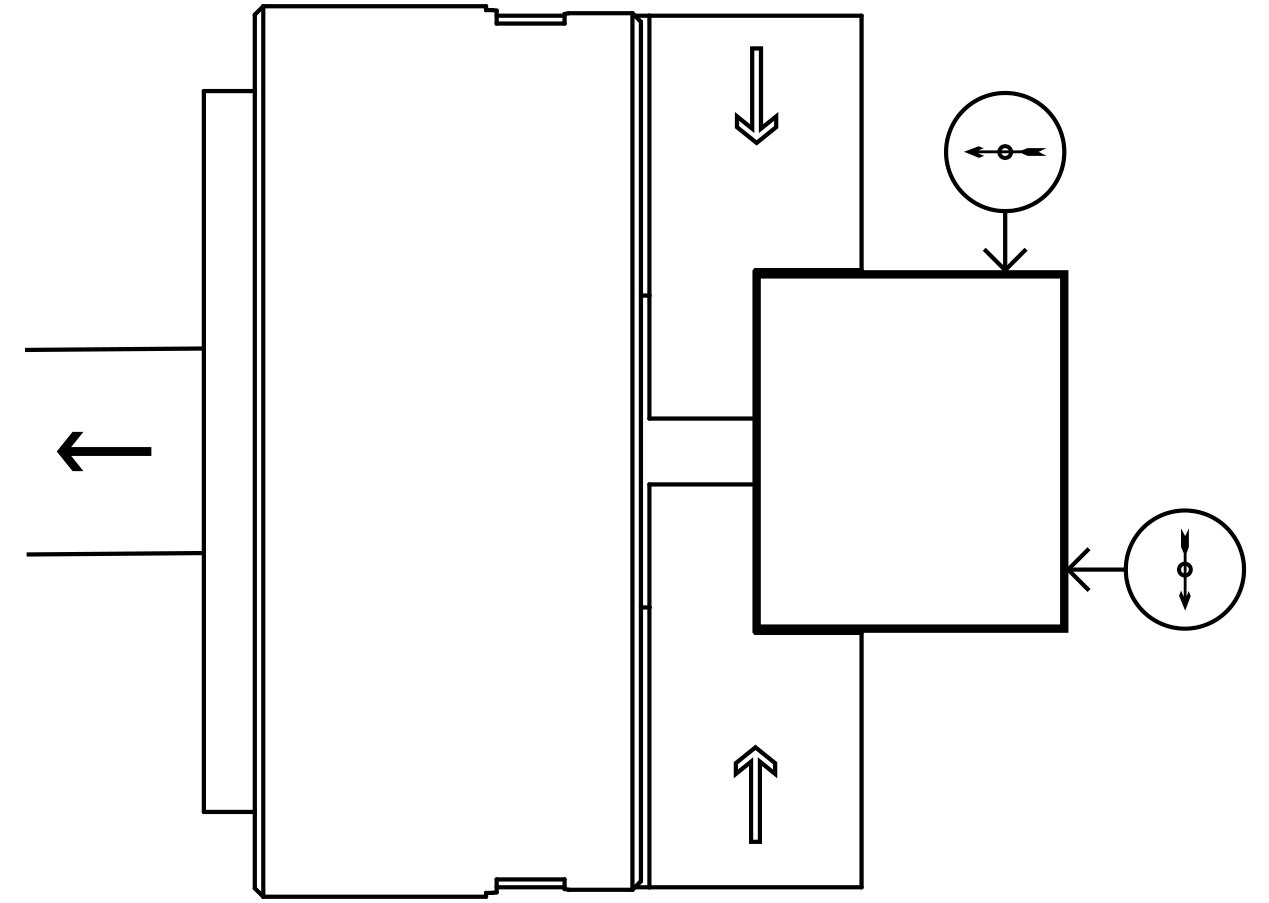
3
a. 旋轉成型圈牙盤,調整主爪銷位置,放入生爪螺絲孔內。
b. 轉動牙盤,微調夾持點。
c. 夾持時,檢查夾頭底爪是否位於行程中點附近。
4
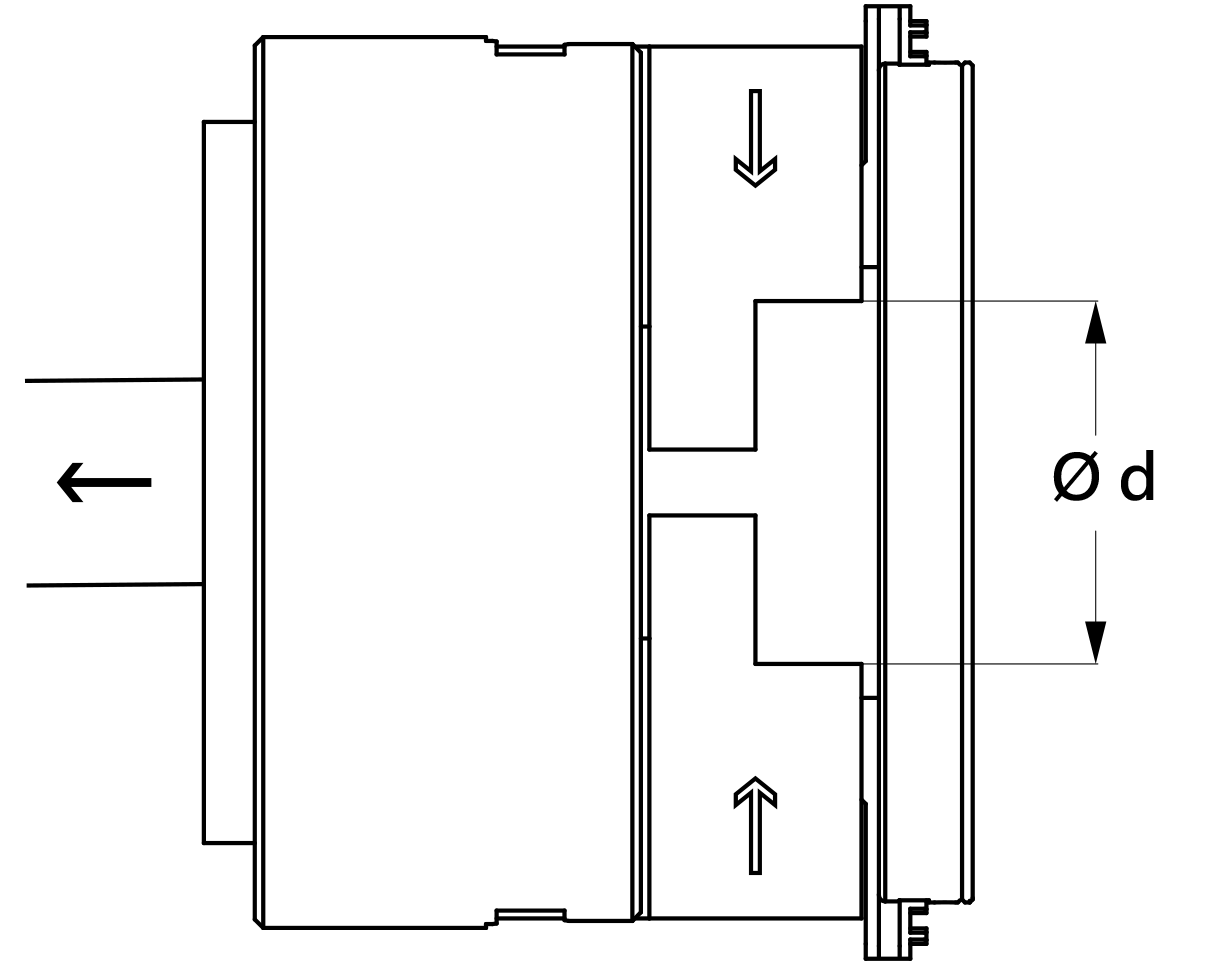
a. 保持成型圈被夾持的狀態下,成型工件物的夾持尺寸ød。
b. ød必須與工件夾持部分的直徑相同(h7),而且表面粗糙度小於6S。
5
試作切削,而後檢視加工精度。